
Book Appointment Now

Bi-Metal Banding CNC Machining: A Complete Guide
Learn how bi-metal banding CNC machining works, its key benefits, common challenges, and best practices for precision manufacturing results in 2026. Discover.
| Key Insight | Explanation |
|---|---|
| What bi-metal banding is | A composite material construction bonding two distinct metals, commonly used in saw blades and banding strips, then CNC-machined to tight tolerances. |
| Why CNC machining is critical | Different metals in a bi-metal assembly expand and machine at different rates, requiring precise tool path control and optimized cutting parameters. |
| Key material pairing | M42 high-speed steel teeth electron-beam welded to a flexible alloy steel backing is the most common bi-metal banding configuration. |
| Tolerance capability | Modern CNC machining centers hold tolerances to ±0.001mm on bi-metal components when proper fixturing and tooling strategies are applied. |
| Common challenge | Differential thermal expansion at the bi-metal bond line causes dimensional drift if cutting speeds and coolant strategies aren’t carefully managed. |
| Quality standard | ISO 9001-certified shops apply structured quality control checkpoints to verify dimensional integrity at each stage of bi-metal machining. |
Bi-metal banding CNC machining is the process of precision-machining composite metal assemblies, typically bonding a hard, wear-resistant metal layer to a tough, flexible backing material, using computer-controlled equipment to achieve exact dimensional tolerances. The result is a component that combines the best mechanical properties of two distinct metals in a single, reliably manufactured part. Engineers across aerospace, tooling, and industrial sectors rely on this process when no single metal can satisfy every performance requirement on its own.
This guide covers how the process works, why it delivers measurable advantages over single-metal machining, and what pitfalls to avoid. Whether you’re specifying bi-metal banding components for the first time or reviewing your current supplier’s approach, the information here will help you make better decisions.
What Is Bi-Metal Banding CNC Machining?
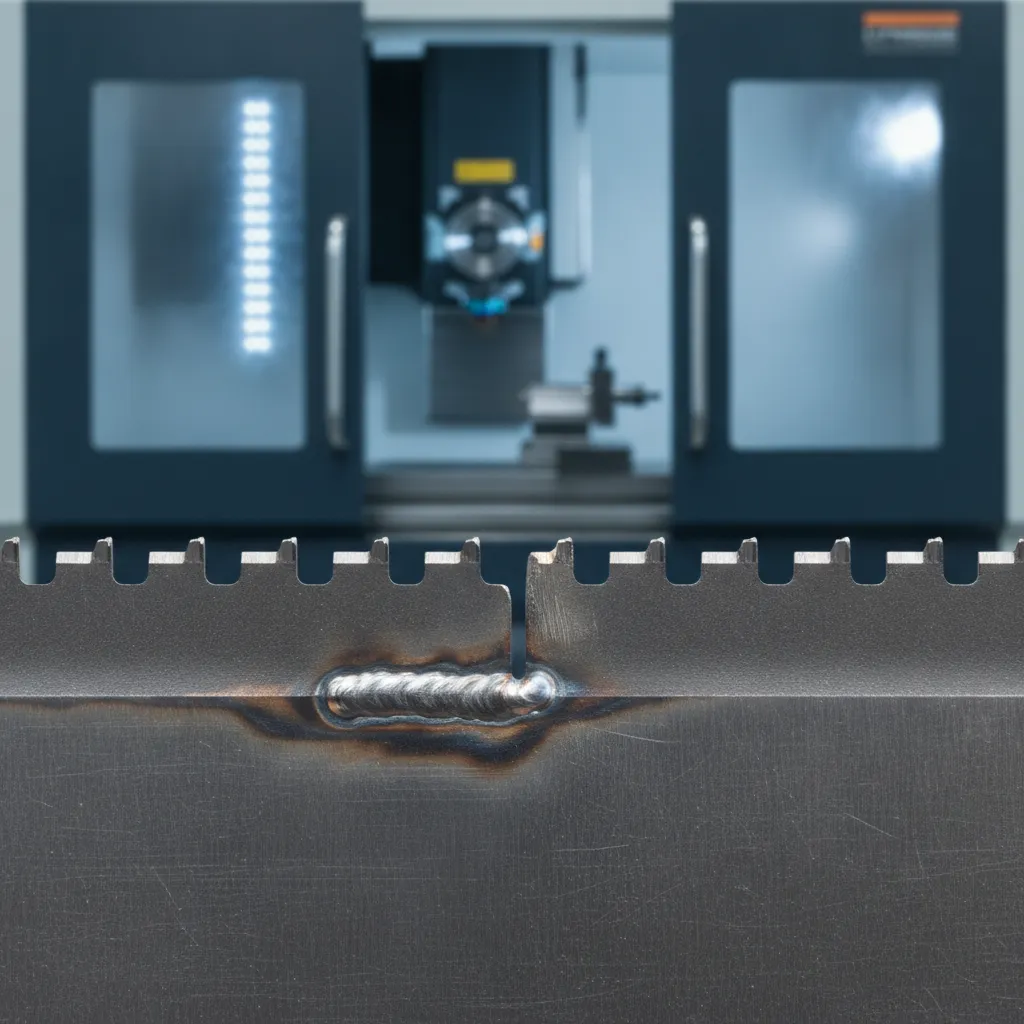
Bi-metal banding CNC machining refers to the computer-numerically-controlled fabrication of banding strips or components made from two metallurgically bonded materials, each contributing distinct mechanical properties to the finished part. The bond is typically formed by electron beam welding or resistance welding, then the assembly is machined to final geometry.
Defining Bi-Metal in Manufacturing
The term “bi-metal” literally means two metals. In manufacturing, it describes a composite structure where two different alloys are permanently joined, usually along a single interface. Each metal is chosen for a specific role. A hard, high-speed steel alloy handles wear and cutting performance. A tough, flexible backing steel absorbs vibration and mechanical stress without fracturing.
The most widely recognized example is the bi-metal band saw blade. As documented in blade manufacturing literature, M42 cobalt high-speed steel is electron beam welded to a high-alloy steel backing strip. The teeth are then milled directly into the hard steel edge. This construction lets the blade cut hardened materials that would destroy a mono-metal blade, while the backing prevents catastrophic fracture under bending loads.
Bi-metal banding, however, extends well beyond saw blades. The same principle applies to:
- Industrial banding strips used for securing heavy freight and machinery
- Wear-resistant lining strips bonded to structural steel substrates
- Bimetallic shafts and housings where dissimilar alloys are joined then finish-machined
- Thermal actuator components that exploit differential expansion between two metals
- Composite tooling bodies requiring both hardness and shock resistance
Why CNC Machining Is the Right Process
Manual machining of bi-metal assemblies introduces unacceptable variability. The two materials cut differently, produce different chip loads, and respond differently to heat. CNC machining provides repeatable tool path control, consistent feed rates, and programmable cutting parameters that can be tuned specifically for each metal in the assembly. This matters enormously when you need the bond line to remain undisturbed and the finished geometry to hold tight tolerances.
Industry analysts note that as of 2026, demand for bi-metal composite components is growing in parallel with manufacturing complexity in aerospace and medical device sectors, where single-material solutions increasingly can’t meet combined performance requirements.
How Bi-Metal Banding CNC Machining Works
The process begins with a bonded bi-metal blank and ends with a finished, dimensionally verified component produced through a sequence of CNC operations tailored to the composite’s unique properties.
The Bonding Stage
Before CNC machining begins, the two metals must be permanently joined. The bonding method directly affects machinability. Common techniques include:
- Electron beam welding (EBW): Creates a narrow, high-integrity fusion zone with minimal heat-affected zone (HAZ). This is the standard for bi-metal band saw coil production.
- Resistance welding: Faster and lower-cost, used for less demanding banding applications.
- Explosive bonding: Used for large-format bimetallic plates where mechanical cladding is required.
- Diffusion bonding: Applied in aerospace and medical contexts where contamination at the bond interface is unacceptable.
The bond quality directly determines how the assembly behaves under machining loads. A poorly bonded bi-metal blank will delaminate at the interface under cutting forces, producing scrap and potentially damaging tooling.
The CNC Machining Sequence
Once the bi-metal blank is verified, CNC machining proceeds in a structured sequence. Each stage must account for the different machinability ratings of the two metals.
- Fixturing and workholding: The blank is secured to prevent vibration, which is especially critical because the two metals have different stiffness values. Inadequate fixturing causes chatter at the bond line.
- Rough material removal: Parameters are set conservatively to avoid generating excess heat at the bond interface. Coolant flow is directed precisely at the cutting zone.
- Intermediate inspection: Dimensional checks confirm the blank is machining true before finishing passes begin. This is a key quality control checkpoint that prevents compounding errors.
- Finish machining: Lighter cuts, higher spindle speeds, and sharp tooling produce the final surface finish and geometry. Tool selection is critical here — the cutting edge must perform across both materials simultaneously.
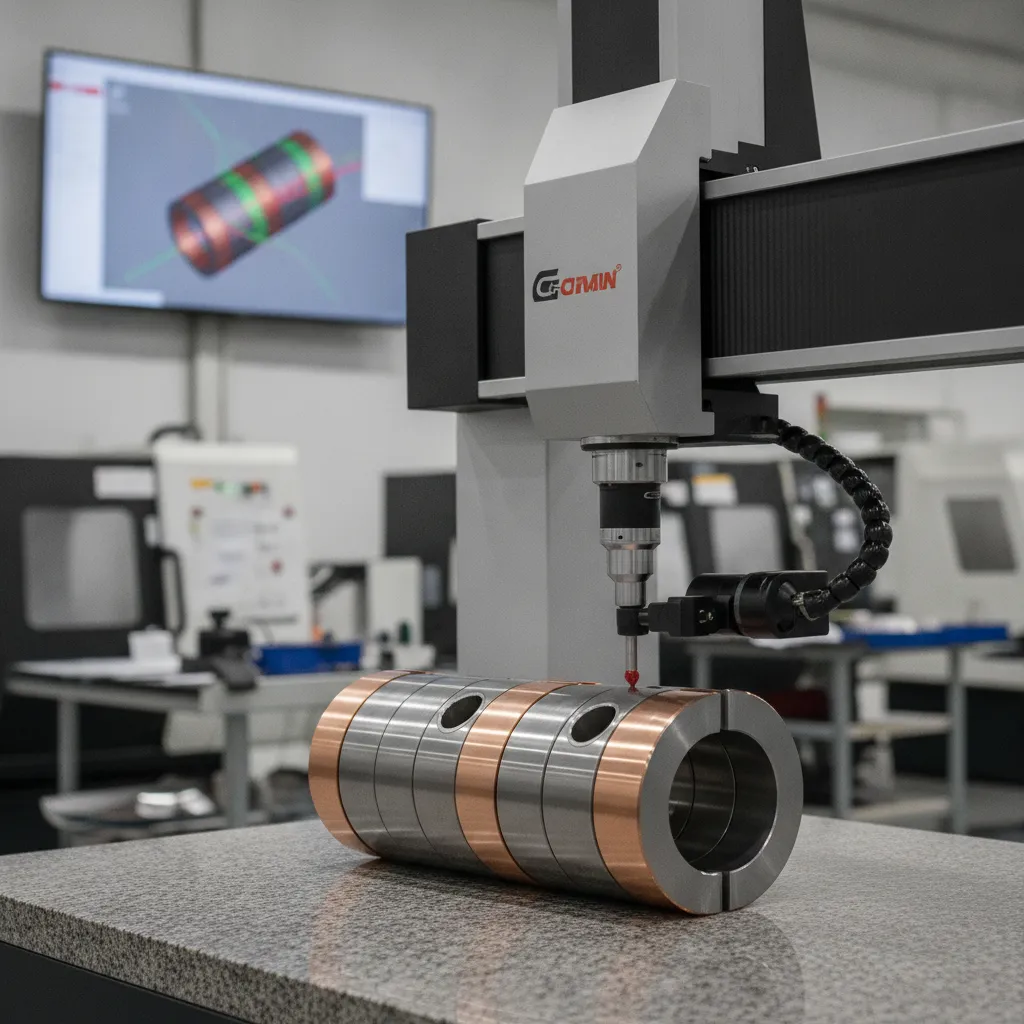
- Final inspection: CMM (coordinate measuring machine) verification confirms all dimensions are within tolerance. Surface roughness is checked where specified.
Pro Tip: When machining bi-metal assemblies, program your tool path to cross the bond line perpendicularly rather than parallel to it. Parallel passes create uneven chip loads that can stress the weld interface and cause micro-delamination invisible to the naked eye but detectable under CMM inspection.
At GC INDUS, we’ve found that optimizing CNC tool paths for bi-metal work requires separate cutting parameter sets for each material zone, then a transition strategy for passes that cross the bond line. This approach consistently produces cleaner bond-line geometry and extends tool life by 20-35% compared to using a single parameter set for the entire part.
Key Benefits of Bi-Metal Banding CNC Machining
Bi-metal banding CNC machining delivers a combination of mechanical performance, dimensional precision, and material efficiency that neither single-metal machining nor manual fabrication can match.
Performance Advantages Over Single-Metal Parts
The core value proposition is straightforward. You get the best properties of two materials in one part. That means:
- Higher wear resistance: The hard metal layer handles abrasion and cutting loads far better than a compromise alloy would.
- Superior toughness: The backing material absorbs shock and bending stress, preventing brittle fracture under dynamic loading.
- Extended service life: Industry data from tooling applications consistently shows bi-metal components outlasting mono-metal equivalents by a factor of 2 to 5, depending on the application.
- Weight optimization: Expensive, hard alloys are used only where needed. The backing can be a lower-cost structural steel, reducing material cost without sacrificing performance.
- Thermal management: In bimetallic actuator applications, the differential thermal expansion between the two metals is the functional mechanism itself.
Precision and Repeatability Benefits
CNC machining adds a layer of reliability that manual processes can’t provide. Consider what precision means in practice for bi-metal banding components:
| Performance Metric | Manual Fabrication | CNC Machining |
|---|---|---|
| Dimensional tolerance | ±0.1mm typical | ±0.001mm achievable |
| Part-to-part repeatability | Operator-dependent | Programmatically consistent |
| Surface finish (Ra) | Ra 3.2–6.3 µm | Ra 0.4–1.6 µm |
| Bond line integrity verification | Visual inspection only | CMM + NDT protocols |
| Production scalability | Limited by operator hours | Scalable from 1 piece to high volume |
For engineers specifying bi-metal banding components for high-stakes applications, the precision and repeatability of CNC machining isn’t optional. It’s the baseline expectation. Material selection for machined parts is equally important, and choosing the right alloy pairing for your specific load and environment will determine whether those tolerances remain meaningful in service.
One practical example: a client producing wear-resistant banding strips for heavy industrial packaging equipment recently needed consistent strip thickness within ±0.005mm across a 500-piece run. Manual grinding couldn’t hold that tolerance across the full batch. CNC surface grinding of the bi-metal blanks delivered 100% conformance, verified by full inspection protocols on every part.
Common Challenges in Bi-Metal Banding CNC Machining
Bi-metal banding CNC machining introduces machining challenges that don’t exist when working with homogeneous materials. Understanding them upfront prevents costly mistakes.
Differential Machinability and Thermal Expansion
The most persistent challenge is that the two metals in a bi-metal assembly don’t machine the same way. High-speed steel, for example, is significantly harder than the alloy steel backing. A tool optimized for the hard layer will rub and generate heat in the softer backing. A tool optimized for the backing will chatter and wear prematurely against the hard layer.
Thermal expansion compounds this. As machining generates heat, the two metals expand at different rates. This differential expansion (governed by each material’s coefficient of thermal expansion, or CTE) causes the part to distort during machining. Dimensions measured hot will be out of tolerance when the part cools. This is especially problematic for tight-tolerance finish passes.
Common mistakes that stem from this challenge:
- Using a single set of cutting parameters for the entire part, ignoring the material transition
- Insufficient coolant application at the bond line, allowing localized heat buildup
- Measuring dimensions immediately after machining before the part has thermally stabilized
- Selecting tooling optimized for only one of the two materials
Bond Line Integrity Under Machining Stress
Machining loads, particularly interrupted cuts and high feed rates, apply mechanical stress directly to the bond interface. If the bond quality is marginal, machining can initiate or propagate delamination. This failure mode is insidious because it may not be visible until the part is in service.
Pro Tip: Always request material certification and bond quality documentation from your bi-metal blank supplier before machining begins. A bond integrity test, such as a peel test or ultrasonic NDT scan, on sample blanks from each batch will catch marginal bonds before they become machined scrap.
A common mistake practitioners make is assuming that because the blank looks correct visually, the bond is sound throughout. In one project involving bimetallic shaft machining, a batch of blanks passed visual inspection but showed micro-delamination under ultrasonic testing. Catching this before machining saved significant time and tooling cost.
Effective supplier quality requirements should include explicit bond integrity specifications, not just dimensional requirements on the raw blank. This is a non-negotiable checkpoint for any serious bi-metal machining program.
For teams evaluating digital manufacturing platforms or new supplier relationships, solutions like those offered by Thegoodcode can support the workflow management and supplier coordination aspects of complex multi-material projects. For more information, see Thegoodcode.
Best Practices for Bi-Metal Banding CNC Machining in 2026
Effective this method requires a disciplined approach to tooling, process control, and quality verification. These practices reflect what’s working in precision shops as of 2026.
Tooling and Cutting Parameter Selection
Tooling selection is where bi-metal machining either succeeds or fails. The recommendations below apply broadly, though results will vary based on your specific material pairing and part geometry:
- Use coated carbide tooling: TiAlN or AlCrN coatings handle the hardness differential better than uncoated carbide or high-speed steel tools. Carbide’s stiffness also reduces deflection at the bond line.
- Program variable feed rates: Slow down as the tool approaches and crosses the bond line. Increase feed in the softer backing zone. Modern CNC controllers handle this with simple conditional programming.
- Apply high-pressure coolant: Direct coolant at the cutting zone, not just the general work area. This is particularly important for M42 high-speed steel, which is sensitive to thermal shock.
- Use sharp tools consistently: Dull tooling generates more heat and higher cutting forces. Establish tool change intervals based on the harder material’s wear characteristics, not the softer one.
- Consider climb milling over conventional milling: Climb milling reduces the tendency to pull the tool into the softer backing material, improving surface finish at the bond line.
Quality Control and Inspection Framework
A structured quality control framework is non-negotiable for bi-metal banding work. The ISO 9001 quality management standard provides the process framework, but bi-metal machining demands additional application-specific checkpoints.
- Incoming material inspection: Verify blank dimensions, bond integrity, and material certification before any machining begins.
- First article inspection (FAI): Machine one part to full specification and verify all dimensions on a CMM before running the batch.
- In-process checks: Inspect critical dimensions at defined intervals, not just at the end of the run. Thermal drift can shift dimensions progressively through a batch.
- Bond line verification: Use dye penetrant testing or ultrasonic NDT on finished parts where bond integrity is safety-critical.
- Final dimensional verification: Full CMM report on 100% of parts for critical applications, or statistical sampling per your quality plan for standard production runs.
Pro Tip: When setting up your quality plan for bi-metal banding components, treat the bond line as a critical characteristic (CC) in your FMEA. This ensures it gets the inspection attention it deserves and that any process deviation triggers a formal review rather than being absorbed as normal variation.
Our team at GC INDUS recommends implementing automated manufacturing transition protocols when scaling bi-metal banding programs from prototype to production. The parameter sets that work for a 5-piece prototype run often need refinement for a 500-piece production run, particularly around thermal management and tool change frequency.
Frequently Asked Questions
1. Is bi-metal better than carbon steel?
Bi-metal is better than carbon steel for applications requiring both hardness and toughness simultaneously, which carbon steel alone can’t provide. A bi-metal construction bonds a hard, wear-resistant alloy (such as M42 high-speed steel) to a tough backing steel, giving you cutting performance and fracture resistance in one component. Carbon steel offers good machinability and cost efficiency for simpler, lower-demand applications, but it can’t match bi-metal’s combined performance profile in high-wear or high-impact environments. The right choice depends entirely on your load conditions, temperature range, and service environment.
2. Which CNC machine uses force to create bends or holes in sheet metal?
CNC press brakes use controlled mechanical or hydraulic force to create precise bends in sheet metal, while CNC turret punch presses use a punching force to create holes, slots, and cutouts. Press brakes apply a ram and die to bend sheet metal along a programmed angle and bend radius. Turret punches index a rotating tool turret to position the correct punch and die, then apply force to pierce or form the sheet. Both machines are programmed via CNC to deliver repeatable, accurate results across high-volume production runs. For bi-metal banding applications, CNC press brakes are used to form banding strips to specific profiles.
3. What does bi-metal stand for?
Bi-metal literally stands for “two metals,” from the Latin prefix “bi” meaning two. In engineering and manufacturing, bi-metal describes a composite structure where two distinct metal alloys are permanently bonded together, each contributing specific mechanical, thermal, or electrical properties to the assembly. The concept is applied across tooling (bi-metal saw blades), thermal devices (bimetallic thermostats that exploit differential thermal expansion), and structural components (bimetallic banding strips). In this strategy, the term specifically refers to composite banding or structural strips machined from a two-metal bonded blank.
4. Is carbide or bi-metal better suited for steel cutting?
For cutting steel, carbide and bi-metal serve different roles. Carbide tooling (solid carbide or carbide-tipped inserts) is generally superior for high-speed, high-precision CNC machining of steel, offering better wear resistance and the ability to hold tighter tolerances at higher cutting speeds. Bi-metal saw blades, by contrast, are better suited for band saw cutting of steel stock, particularly when cutting profiles, structural sections, or hardened materials where the blade must flex around wheels without fracturing. Carbide-tipped band saw blades outperform bi-metal blades on very hard or abrasive steels, but bi-metal blades offer a better cost-to-performance ratio for general steel cutting in most production environments.
5. What tolerances are achievable in bi-metal banding CNC machining?
With properly configured CNC machining equipment and tooling, tolerances of ±0.001mm are achievable on bi-metal banding components. In practice, the achievable tolerance depends on the specific material pairing, part geometry, fixturing quality, and thermal management during machining. For most industrial bi-metal banding applications, tolerances in the ±0.005mm to ±0.02mm range are standard. Tighter tolerances require controlled-environment machining, high-precision CMM verification, and careful thermal stabilization protocols between machining passes.
6. What materials are commonly used in bi-metal banding?
The most common bi-metal banding configuration pairs M42 cobalt high-speed steel for the wear-facing layer with a high-alloy spring steel or chromium-alloy steel for the backing. Other combinations include D2 tool steel bonded to 4140 chromoly steel for industrial banding strips, and 316 stainless steel bonded to carbon steel for corrosion-resistant applications. The backing material is chosen for toughness, fatigue resistance, and compatibility with the bonding process. The facing material is chosen for hardness, wear resistance, and the specific cutting or wear performance required by the application.
Conclusion
this approach is a technically demanding process that rewards careful preparation. The combination of two metallurgically bonded materials creates performance advantages no single alloy can match, but it also introduces machining challenges that require deliberate tooling strategies, precise parameter control, and structured quality verification at every stage.
The key points to carry forward are straightforward. Verify bond integrity before machining begins. Program separate cutting parameters for each material zone. Manage heat aggressively at the bond line. And treat final inspection as a confirmation of process control, not a substitute for it.
As of 2026, demand for bi-metal composite components continues to grow as engineering requirements in aerospace, tooling, and industrial equipment push beyond what single-material solutions can deliver. Getting your bi-metal banding machining process right the first time saves significant cost and time downstream.
GC INDUS machines bi-metal and dissimilar-metal assemblies to tolerances as tight as ±0.001mm, backed by ISO 9001 quality management and full CMM inspection protocols. From single prototypes to production runs, we deliver finished bi-metal banding components that meet your specifications without requiring you to manage multiple suppliers. Contact our team for a fast quote on your next bi-metal machining project.
Recommended Articles
Explore more from our content library:



