
Book Appointment Now


Titanium Screw Machining: Precision, Process & Tips
Master titanium screw machining with expert guidance on processes, tolerances, tooling, and best practices for aerospace, medical, and industrial applications.
| Key Insight | Explanation |
|---|---|
| Titanium is difficult to machine | Its low thermal conductivity and high work-hardening rate make titanium screw machining more demanding than machining steel or aluminum. |
| Swiss lathe is the preferred platform | Swiss-type CNC lathes provide the rigidity and guide-bushing support needed to hold tight tolerances on small-diameter titanium screws. |
| Thread whirling is a critical process | Thread whirling removes material efficiently on long, slender bone screws and implants, reducing heat buildup and improving surface finish. |
| Grade selection changes machinability | Grade 2 (pure titanium) machines more freely than Ti-6Al-4V (Grade 5), which is stronger but generates more heat and tool wear. |
| Coolant strategy is non-negotiable | High-pressure, flood coolant or minimum quantity lubrication (MQL) prevents built-up edge, tool failure, and workpiece discoloration. |
| ISO 13485 compliance matters for medical screws | Medical-grade titanium screws require full traceability, documented inspection, and compliance with ISO 13485 quality management standards. |
Your aerospace OEM just spec’d a batch of Grade 5 titanium fasteners with M2 threads, ±0.005mm diameter tolerance, and a surface finish of Ra 0.8 µm. Your current supplier quoted 14 weeks and flagged “machinability concerns.” That’s where titanium screw machining becomes the make-or-break factor in your supply chain. Titanium screw machining is the precision CNC process of cutting, turning, threading, and finishing titanium fasteners and threaded components to exact dimensional specifications. It demands specialized tooling, controlled cutting parameters, and deep process knowledge. This guide covers every stage of the process, from material selection and machine setup to thread whirling and final inspection, so you can source smarter, specify better, and avoid costly rework.

What Is Titanium Screw Machining?
Titanium screw machining is the controlled CNC process of producing threaded titanium fasteners to precise dimensional tolerances using turning, milling, threading, and finishing operations. It is used across aerospace, medical, automotive, and industrial sectors where high strength-to-weight ratio and corrosion resistance are critical.
Defining the Process and Its Scope
At its core, titanium screw machining involves removing material from titanium bar stock to create threaded fasteners, bone screws, aerospace bolts, and specialty fasteners. The process spans several operations: bar feeding, OD turning, threading (cut or whirled), head formation, slotting, and surface finishing.
Titanium is classified by grade. The most common grades in screw machining are:
- Grade 1 and Grade 2 (commercially pure titanium): Softer, more ductile, and easier to machine. Used in chemical processing and medical implants where high strength isn’t the priority.
- Grade 5 (Ti-6Al-4V): The workhorse alloy, combining tensile strength above 900 MPa with good corrosion resistance. Dominates aerospace and orthopedic screw applications [1].
- Grade 23 (Ti-6Al-4V ELI): Extra-low interstitial variant of Grade 5, specified for surgical implants due to improved fracture toughness and biocompatibility.
According to the ASM International monograph on titanium machining, the material’s low thermal conductivity (roughly 7 W/m·K, compared to 50 W/m·K for carbon steel) means heat generated at the cutting zone stays concentrated at the tool tip rather than dissipating into the workpiece or chips [2]. This single property is responsible for most of the process challenges that machinists face.
Why Industry Relies on Titanium Screws
Titanium screws aren’t a luxury choice. They’re a functional requirement in applications where steel or aluminum simply can’t perform. Surgeons use titanium bone screws because the material is biocompatible and osseointegrates (bonds with bone tissue) without causing adverse reactions [3]. Aerospace engineers specify titanium fasteners because the weight savings translate directly into fuel efficiency and payload capacity.
The SAE standard AS9631 defines specific dimensional and material requirements for titanium machine screws used in aerospace applications, referencing AMS 4967 titanium alloy bar stock [4]. Compliance with these standards is non-negotiable in regulated industries.
How Titanium Screw Machining Works
Titanium screw machining works by feeding titanium bar stock through a CNC Swiss lathe or automatic screw machine, where turning, threading, and finishing operations are performed in a single setup to minimize handling and maintain dimensional accuracy.
The Swiss Lathe Advantage
Swiss-type CNC lathes dominate titanium screw production for good reason. The guide bushing supports the workpiece very close to the cutting zone, which dramatically reduces deflection on small-diameter, long screws. This rigidity is essential when machining titanium, because any vibration causes chatter marks, dimensional drift, and accelerated tool wear.
Alpha Omega Swiss, a recognized specialist in medical titanium machining, notes that “titanium is an ideal material for Swiss screw machining. It is a light, corrosion-resistant and ductile material and can be formed, cut and milled to tiny dimensions” [5]. In practice, Swiss lathes running titanium operate at lower surface speeds than those used for stainless steel, typically 30 to 60 m/min for Grade 5, to manage heat generation.
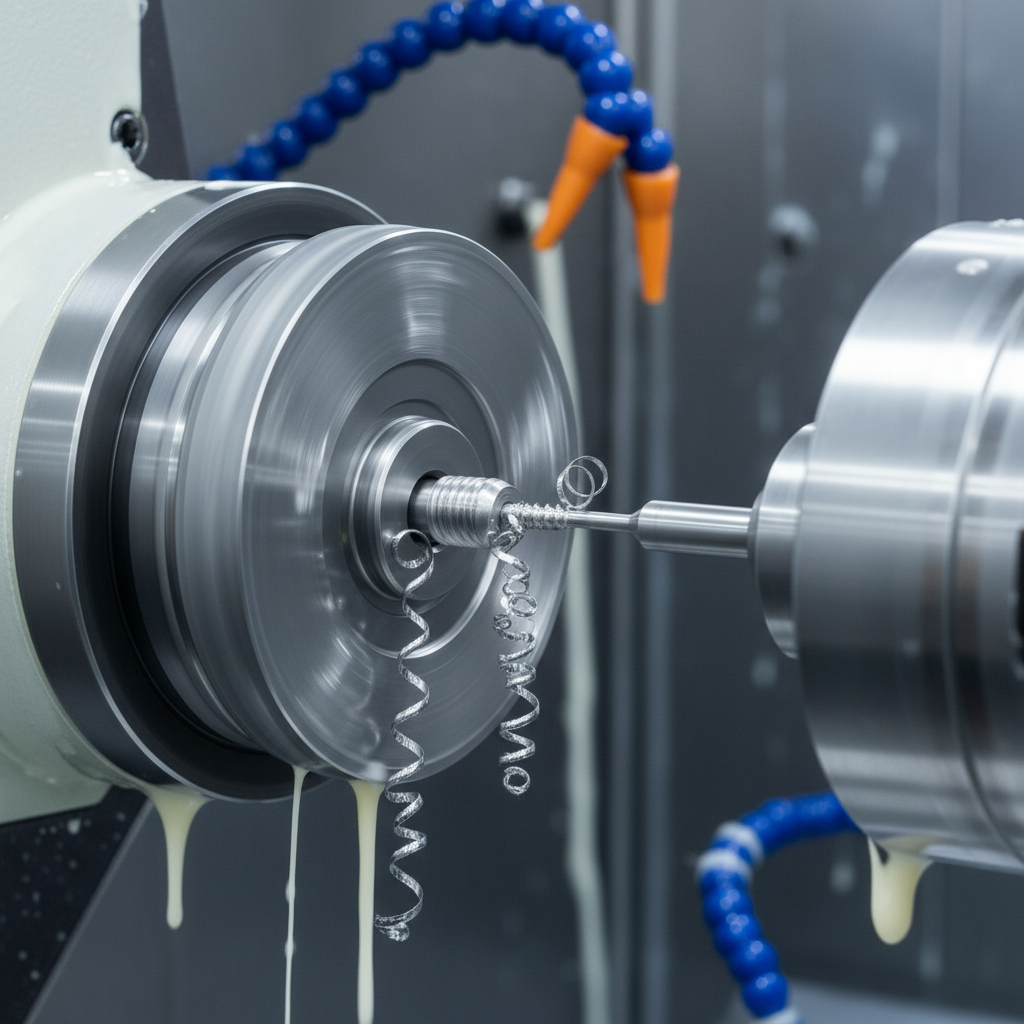
Thread Whirling: The Key to Long, Slender Screws
Thread whirling is a specialized threading process that uses a ring of cutting inserts rotating eccentrically around the workpiece to cut threads in a single pass. It’s the preferred method for producing the long, fine-pitch threads found on bone screws and dental implants.
The process offers several advantages over conventional thread cutting for titanium:
- Removes material in a single pass, reducing heat accumulation
- Produces excellent surface finish (Ra values below 0.8 µm are achievable)
- Handles very fine pitches and complex thread profiles, including self-tapping bone screw geometries
- Allows machining of very slender parts (L/D ratios above 20:1) without chatter
The Swiss Machining Academy highlights thread whirling as the defining operation for titanium bone screw production, demonstrating the process on a Tornos DT 26 Swiss lathe [6]. Practitioners on Practical Machinist forums confirm that “the key feature note is that thread whirling on titanium bone screws on CNC Swiss machines” is the standard approach for dental and orthopedic implant screws [7].
The step-by-step sequence for a typical titanium bone screw on a Swiss lathe looks like this:
- Bar stock loading and guide bushing setup with appropriate clearance for titanium diameter
- Rough OD turning to remove stock and establish blank diameter
- Head formation (milling or turning, depending on head geometry)
- Thread whirling to produce the full thread length in one pass
- Tip geometry machining (self-tapping point, trocar tip, or flat end)
- Parting off and deburring
- Surface treatment (anodizing, passivation, or bead blasting as specified)
- Full dimensional inspection and documentation
Pro Tip: When setting up for titanium screw machining on a Swiss lathe, use a guide bushing clearance of 0.002 to 0.005mm over bar diameter. Too tight causes galling; too loose allows vibration. Check clearance after every bar change, especially with titanium, which can vary slightly in diameter across a coil.
Key Benefits of Titanium Screws in 2026
Titanium screws offer a combination of mechanical, chemical, and biological properties that no other single material matches, making them the top choice for demanding applications in aerospace, medicine, and high-performance industrial systems.
Mechanical and Physical Advantages
The case for titanium fasteners starts with its strength-to-weight ratio. Grade 5 Ti-6Al-4V delivers tensile strength above 900 MPa at a density of just 4.43 g/cm³, compared to 7.85 g/cm³ for steel. The U.S. Department of Energy notes that titanium parts can be 45% lighter than equivalent steel parts while maintaining comparable load-bearing capacity [8]. In aerospace assemblies where every gram matters, that’s a compelling argument.
Beyond weight, titanium offers:
- Exceptional corrosion resistance: Titanium forms a stable, self-repairing oxide layer that resists seawater, body fluids, acids, and most industrial chemicals
- High fatigue strength: Critical for screws subjected to cyclic loading in aerospace structures and orthopedic implants
- Non-magnetic properties: Essential in MRI-compatible medical devices and certain electronic assemblies
- Biocompatibility: Accepted by human tissue without triggering immune responses, enabling osseointegration in bone screws and dental implants
- Service temperature range: Maintains mechanical properties up to approximately 315°C (600°F), suitable for elevated-temperature aerospace applications
Application-Specific Value
The following table compares titanium screws against stainless steel and aluminum fasteners across key performance dimensions relevant to engineering decisions:
| Property | Titanium (Ti-6Al-4V) | Stainless Steel (316L) | Aluminum (6061) |
|---|---|---|---|
| Tensile Strength | 900–1100 MPa | 485–620 MPa | 270–310 MPa |
| Density (g/cm³) | 4.43 | 7.99 | 2.70 |
| Corrosion Resistance | Excellent | Good | Moderate |
| Biocompatibility | Excellent | Good | Limited |
| Machinability (relative) | Difficult (30–40% of steel) | Moderate | Easy |
| Relative Cost (raw material) | High | Medium | Low–Medium |
Industry analysts suggest that demand for titanium fasteners in the medical device sector will continue growing through 2026 and beyond, driven by aging populations, increased orthopedic procedure volumes, and the shift toward minimally invasive surgical techniques that require smaller, more precisely machined screws.
Common Challenges in Titanium Screw Machining
Titanium screw machining is technically demanding, and the most common failures trace back to heat management, tool selection, and workholding. Understanding these pitfalls before you run your first part saves significant time and material cost.
Heat Buildup and Tool Wear
Titanium’s low thermal conductivity is the root cause of most machining problems. Heat concentrates at the cutting edge rather than flowing away with the chips. This accelerates crater wear and flank wear on carbide tooling, often dramatically shortening tool life compared to machining stainless steel.
A common mistake is running titanium at the same surface speeds used for stainless steel. Grade 5 Ti-6Al-4V typically requires surface speeds of 30 to 60 m/min with uncoated or TiAlN-coated carbide, compared to 100 to 200 m/min for 316L stainless. Pushing speed to improve cycle time almost always results in premature tool failure and scrapped parts.
Cox Manufacturing, a specialist in titanium Swiss screw machined parts, emphasizes the importance of sharp tooling and consistent coolant delivery for maintaining dimensional accuracy across production runs [9]. Forster Tool similarly notes that experienced machinists with specific titanium knowledge are essential for achieving consistent results [10].
Work Hardening and Built-Up Edge
Titanium work-hardens rapidly when subjected to rubbing rather than cutting. A dull tool that rubs instead of shears creates a hardened surface layer that makes subsequent passes even more difficult. This is especially problematic during threading operations, where the tool geometry must remain sharp throughout the full thread length.
Built-up edge (BUE) is another frequent problem. Titanium has a strong affinity for most tool materials, causing workpiece material to weld onto the cutting edge. BUE changes the effective tool geometry, degrades surface finish, and eventually causes catastrophic tool failure.
Key mistakes to avoid in titanium screw machining include:
- Using worn or dull tooling, even for a single additional part
- Reducing coolant flow or concentration to save cost
- Allowing the tool to dwell or rub without cutting (especially during retract moves)
- Selecting coatings designed for aluminum (TiN, TiCN) rather than titanium-appropriate coatings (TiAlN, AlTiN, or uncoated fine-grain carbide)
- Ignoring chip control, which can cause re-cutting of chips and surface damage
Pro Tip: For titanium screw machining, use a coolant concentration of 8–10% (higher than the 5–7% typical for steel) and direct high-pressure coolant at the cutting zone, not just the chip area. This is one of the highest-impact adjustments you can make without changing any tooling.
In one project we handled at GC INDUS, a client transferred a titanium bone screw program from a previous supplier who had been running Grade 23 ELI at excessive speeds with insufficient coolant. The parts showed surface discoloration (indicating heat damage to the oxide layer) and failed biocompatibility testing. Slowing the cutting speed by 35% and upgrading to high-pressure coolant delivery resolved both issues within the first qualification run.
Best Practices for Titanium Screw Machining in 2026
Consistent, high-quality titanium screw machining in 2026 requires a disciplined approach to tooling, cutting parameters, coolant strategy, and quality verification at every stage of production.
Tooling, Parameters, and Setup
Start with the right tooling. For turning and threading titanium screws, fine-grain uncoated carbide or TiAlN-coated inserts are the standard choices as of 2026. Positive rake angles (6 to 15 degrees) reduce cutting forces and heat generation. Sharp cutting edges are non-negotiable. Replace inserts on a scheduled basis, not just when failure is visible.
Recommended cutting parameters for Ti-6Al-4V on a Swiss lathe:
- Surface speed: 30–60 m/min for turning; 20–40 m/min for threading
- Feed rate: 0.03–0.08 mm/rev for finishing passes
- Depth of cut: Maintain consistent, positive chip loads; avoid light, rubbing cuts
- Coolant pressure: Minimum 70 bar (1,000 psi) at the cutting zone for Swiss lathe operations
Machine rigidity matters enormously. Any compliance in the setup amplifies vibration, which titanium’s machining characteristics punish severely. Check spindle bearings, turret locking, and guide bushing condition before running titanium programs.
Quality Assurance and Compliance for 2026
Medical and aerospace titanium screws require documented quality systems, not just good parts. ISO 9001:2015 provides the baseline quality management framework, while ISO 13485:2016 is mandatory for medical device components including bone screws and dental implants. Full material traceability, from raw bar stock certification to finished part inspection records, is a standard customer requirement in regulated industries.
At GC INDUS, we hold both ISO 9001 and ISO 13485 certifications, and we apply full inspection protocols to every titanium screw production run. Dimensional inspection includes:
- Thread pitch diameter verification using calibrated thread gauges
- OD and length measurement on a CMM (coordinate measuring machine) or optical comparator
- Surface finish measurement (Ra value) using a profilometer
- Visual inspection for burrs, surface discoloration, and tool marks
- Material certification review (mill cert traceability to AMS 4928 or equivalent)
Pro Tip: For aerospace titanium screws, request material certifications that trace back to the original melt heat number. This is required for AS9100D compliance and is increasingly demanded by Tier-1 aerospace OEMs as of 2026. A supplier who can’t provide this documentation is a supply chain risk you don’t want to take.
Forster Tool’s approach to titanium machining reinforces the importance of experienced machinists who understand the material’s behavior across different grades and geometries [10]. Process knowledge, not just machine capability, separates reliable titanium screw suppliers from those who struggle with consistency.

Sources & References
- Fictiv, “Titanium CNC Machining: A Complete A-Z Expert Guide,” 2026
- ASM International, “Machining and Chemical Shaping of Titanium,” ASM Digital Library
- PubMed/NCBI, “The Removal Torque of Titanium Screw Inserted in Rabbit Tibia,” 2003
- SAE International, “AS9631: Screw, Machine – Hexagon Head, PD Shank, Titanium AMS 4967”
- Alpha Omega Swiss, “Titanium & Precision Medical Machining,” 2026
- Swiss Machining Academy, “Fascinating World of Thread Whirling (Titanium Bone Screws)”
- Practical Machinist Forum, “How to Machine This Part?” – Thread Whirling Discussion
- U.S. Department of Energy, “Low-Cost Titanium Alloy Production,” 2015
- Cox Manufacturing Company, “Titanium Swiss Screw Machined Parts,” 2026
- Forster Tool, “Titanium Machining Services,” 2026
Frequently Asked Questions
1. Are titanium screws stronger than steel screws?
Grade 5 Ti-6Al-4V titanium screws match or exceed the tensile strength of many steel alloys (900 to 1100 MPa) while being approximately 45% lighter by weight. However, high-strength steel alloys like 4340 or 17-4 PH stainless can exceed titanium’s absolute tensile strength. The real advantage of titanium screws isn’t raw strength, it’s the combination of high strength, low weight, and superior corrosion resistance that steel can’t replicate simultaneously. For applications where weight is critical, such as aerospace or orthopedic implants, this method produces fasteners that outperform steel on a strength-per-unit-weight basis.
2. What grade of titanium is used for bone screws?
Most orthopedic bone screws are machined from Grade 5 Ti-6Al-4V or Grade 23 Ti-6Al-4V ELI (Extra Low Interstitial). Grade 23 is preferred for implants that remain in the body long-term because its lower oxygen and iron content improves fracture toughness and fatigue performance in a biological environment. Both grades are biocompatible and support osseointegration, meaning bone tissue bonds directly to the screw surface. Medical-grade this strategy must comply with ASTM F136 (for ELI alloy) and ISO 13485 quality management standards.
3. Why is titanium so difficult to machine?
Three properties make this approach challenging. First, its low thermal conductivity (about 7 W/m·K) traps heat at the cutting edge, accelerating tool wear. Second, titanium work-hardens rapidly when the tool rubs rather than cuts cleanly, creating a harder surface layer that compounds the problem. Third, titanium has a chemical affinity for most tool materials, causing built-up edge (BUE) where workpiece material welds onto the cutting edge. Overcoming these challenges requires sharp tooling, positive rake angles, controlled cutting speeds, and aggressive high-pressure coolant delivery.
4. What machines are best for titanium screw machining?
Swiss-type CNC lathes are the preferred platform for producing small-diameter titanium screws, particularly those with high length-to-diameter ratios. The guide bushing provides workpiece support very close to the cutting zone, minimizing deflection and vibration. For larger aerospace fasteners, multi-axis CNC turning centers with live tooling are commonly used. Thread whirling attachments, available for Swiss lathes from manufacturers like Tornos and Star, are essential for efficiently producing the long helical threads on bone screws and dental implants with this processes.
5. What surface finishes can be achieved on titanium screws?
Titanium screws can be finished to Ra values below 0.8 µm with proper tooling and process control, which is the standard requirement for many medical implant applications. Common surface treatments applied after it include anodizing (Type II or Type III for color coding or wear resistance), passivation to enhance the native oxide layer, bead blasting for a uniform matte appearance, and electropolishing for ultra-smooth surfaces on surgical instruments. Each treatment must be specified carefully, as some processes can affect dimensional tolerances on precision threads.
6. How much does titanium screw machining cost compared to stainless steel?
this method typically costs 3 to 5 times more than equivalent stainless steel screws, driven by higher raw material costs, slower cutting speeds, shorter tool life, and more demanding quality requirements. The U.S. Department of Energy estimates that machined titanium parts can cost 40 times more than equivalent steel parts in some manufacturing scenarios, though standard fastener production is far less extreme. However, the total cost of ownership often favors titanium in weight-critical or corrosive environments, where the performance advantages eliminate costly alternatives like corrosion-resistant coatings or weight-reduction redesigns.
Conclusion
this strategy sits at the intersection of material science, precision engineering, and process discipline. Getting it right means understanding why titanium behaves the way it does, selecting the right machine platform and tooling, managing heat aggressively, and maintaining documented quality systems that satisfy aerospace and medical industry standards.
The fundamentals don’t change: sharp tools, controlled speeds, high-pressure coolant, rigid setups, and inspection at every stage. What changes is the application, the grade, the thread geometry, and the regulatory environment. Whether you’re sourcing M1.6 bone screws in Grade 23 ELI or M6 aerospace fasteners in Ti-6Al-4V, the process discipline is the same.
GC INDUS machines titanium screws and precision fasteners with tolerances to ±0.001mm using Swiss CNC lathes and multi-axis turning centers. We hold ISO 9001 and ISO 13485 certifications, provide full material traceability, and accept orders from a single prototype piece to full production volumes. If your next this approach project demands precision and accountability, our team is ready to support it from first article through production release.
Recommended Articles
Explore more from our content library:



